
Capabilities
At iO3D, we combine HP Multi Jet Fusion technology,
advanced materials and deep expertise to deliver high-performance parts with speed, accuracy, and repeatability.

Technology
HP Multi Jet Fusion technology builds on decades of HP innovation in inkjet printing, jettable materials, precision mechanics, material science and imaging. With custom materials and rapid printing and curing capabilities across large build areas, it delivers exceptional speed and precise control over part and material properties beyond other 3D printing processes. By jetting functional agents through HP printheads, material can be fused, detailed and transformed point‑by‑point.
Utilising HP’s core strengths in precision mechanics, agent placement, high‑volume manufacturing and material science, Multi Jet Fusion sets new benchmarks for part quality and functionality—producing parts up to ten times faster and at lower cost than other commercial 3D printing technologies.
A defining feature of Multi Jet Fusion is its voxel‑level control which enables tailored mechanical and physical properties within a single part, unlocking design possibilities not achievable with traditional manufacturing or other additive processes.
What is MFJ
Multi Jet Fusion (MJF) is a power-bed 3D printing process that uses heat, fusing agents, and detailing agents to selectively melt material layer-by-layer and produce complex, high-resolution parts. The innovative capabilities of MJF technology offer a combination of speed, quality, and cost efficiency within the 3D printing industry.
The Process:
Design Freedom
Because the part is supported by surrounding powder, MJF allows:
-
Internal channels and cavities
-
Undercuts
-
Negative draft
-
Complex geometries that are difficult or impossible with traditional manufacturing
Powder Excavation
-
Loose powder is removed from around and inside the parts.
-
Unfused powder is recycled and mixed with fresh material for future builds.
Cooling
-
After printing, the entire build unit (parts + surrounding powder) is cooled in a controlled manner to maintain dimensional accuracy. At iO3D we cool print builds for a minimum of 24 hours.
Layer-by-Layer Build
-
The process repeats for every layer until the full 3D part is formed.
-
This voxel-based approach enables high precision and complex geometry.
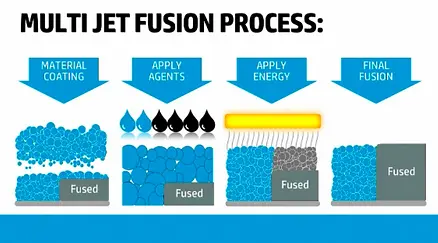
Energy & Fusion
-
Heat and infrared energy are applied to the layer
-
Powder + fusing agent melts to form solid material.
-
Detailing agent shapens edges and improves resolution.
Selective Agent Application
-
Printer deposits fusing agent and detailing agent only where the part geometry exists in the XY plane.
-
These agents define which poweder areas will melt (fuse) and which will remain loose.
Powder Layering
-
A thin layer of powedered material is spread across the build platform.
-
This forms the base for each new layer of the part.
Accuracy & Tolerances
PA11 (Nylon)
Overall:
Flexible, ductile, bio-based nylon with good accuracy but slightly higher warpage risk than PA12.

Accuracy & Tolerances
-
Typical accuracy: ±0.3mm or ±0.3% part length
-
Small features: Accurate down to 0.5mm
-
Wall thickness: 0.7mm recommended, 0.5mm possible with care
-
Surface: Matte, slightly grainy
Design Notes
-
Clearance for assemblies: 0.5-0.7mm
-
Maintain uniform wall thickness to reduce distortion
-
Avoid large flat surfaces; add ribs to minimise warping
-
More flexible than PA12 -> slightly more prone to deformation on large geometries
PA12 (Nylon)
Overall:
High-accuracy, general-purpose nylon with excellent dimensional stability and fine feature capability.

Accuracy & Tolerances
-
Typical accuracy: ±0.2-0.3mm
-
HP 5200 optimised: ±0.17-0.23mm (XY), ±0.25-0.37mm (Z) for <80mm parts
-
Dimensional accuracy: ±0.2mm or ±0.2%
-
Minimum faeture size: 0.1-0.2mm
-
Wall thicknessness: 0.5mm minimum, 0.75mm recommended
-
Surface: Fine matte grain, bread blasting soften edges
Design Notes
-
XY plane golds tightest tolerances
-
Expect shrinkage; long flat parts may distort
-
Bead blasting reduces sharp detail
-
Large parts (>100mm): add ribs/curvature to reduce warping
-
Test/logos: 0.2mm height, 0.05mm depth
PP (Polypropylene)
Overall:
Lightweight, chemically resistance, low-moisture-absorption material with stable long-term accuracy.

Accuracy & Tolerances
-
Typical accuracy: ±0.3mm or ±0.3%
-
Optimised small/medium parts: ±0.2mm
-
XY more accurate than Z
-
Moisture absorption < 0.03% -> excellent dimensional stability
-
Minimum feature size: 0.5-0.6mm, 0.7mm+ preferred
-
Wall thickness 0.7mm recommended, 0.6mm possible
Design Notes
-
Clearance: 0.4mm for assemblies, 0.7mm for moving parts
-
Can warp -> orient long/flat surfaces parallel to XY Plane
-
Add ribs to thin, flat areas if needed
Production Services
Repeat builds are available for large volumes and production parts, please contact us to discuss lead times and scheduling.
Parts are counted, bundled and packaged with Print quality control all included.
Part dyeing, express services, and specific print quality control may be performed on request.
All orders tracked throughout production with live updates provided via our custom ERP user Portal.

Project Examples






